



 ����Tᔘ� ح �����Tᔘ�
����Tᔘ� ح �����Tᔘ� ����T��ĸ��
����T��ĸ�� �T��ĸ ح�����T�
�T��ĸ ح�����T� ���ɉ|Ȧ | ���ɉ|Ȧ
���ɉ|Ȧ | ���ɉ|Ȧ����1. �T��ǰ̎�����
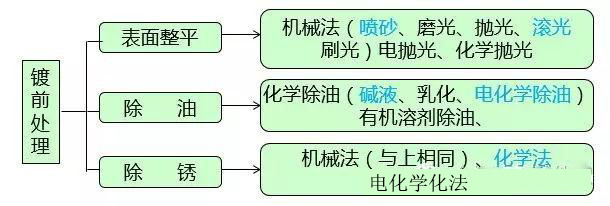
����늻��W���ͣ�Ҳ��늽���ͣ����������ꎘO��ꖘO�ϣ�ͨ��ֱ���������������£�ʹ���c��Һ����ı��揈�����Ľ��ͣ����Үa�������⌦����ĸ�������Џ��ҵ�˺�����á�
����늻��W���Ͱ������Է�ꎘO���cꖘO����߀���ꖘO�Ϸ���ꎘO������Ч��Ч�ʱ�ꖘO���ߣ����w���ܸ��g�������םB�䣬�m�����X�\�a�U�~����ɫ���ټ��Ͻ�����ͣ�ꖘO����Ч�ʱ�ꎘO�ͣ�����ɫ���ٸ��g���m���ڸ�̼䓡����Բ��������
�������W���P�����W���P�����������Һ������ֽ���ϴ���ַQ�����g���֏����g�������g(�)
����2. �T��ǰ̎������
����3. �T���\��ˇ����
�����Ȼ����\�Ĺ�ˇ���c��
�����Ȼ����\��������ϵ��m����q�V�����Ч�ʸߣ����m���� �TᔵĝL����a�����⣬�Ȼ����\�����S�^��������ܶȣ������Һ�����������j����Uˮ̎�����Ρ���˴S�Ҷ������Ȼ����\��ˇ��
����4. ����Ҫ�c
����1)������b�d��������Ŀ���
�����aƷ�Ĵ�С���L�̸�������������^���˱��ڲ������m����ˇҪ���eҎ���ˮaƷ�b�d�������NҎ��aƷ�����ψA��30���ף��A��25���ף���25�����F��ˮͰ���b�M4Ͱ��һ���僲�(��3���LͰ)���b�d�����ٸ�������Ӌ��ó����N����Ŀ�����e��Ȼ����Թ�ˇҪ�������ܶȣ��_�������\�������������Ҏ��aƷ���������ԔҊ�������Թ�������
���������������˜ʼ���\������ձ�

����2)僌Ӻ���c�僕r�g�Ŀ���
������ �ڮaƷ���b�d���������С��������һ��ֵ�r��僌Ӻ��ֻȡ�Q���僕r�g���L�̡��r�gԽ�L僌Ӻ��Խ��僌Ӻ��Ҫ���c�r�g�Ŀ������±���
僌Ӻ�ȣ���m�� |
�僕r�g����犣� |
5 |
60-80 |
5-7 |
80-100 |
7-9 |
90-120 |
9-12 |
120-140 |
12-15 |
140-150 |
15-18 |
150-170 |
����3)������������
�������˫@�ù�����僌ӣ���ÿ��Ҫ�������������ܛ�������ӕr��5-10����ˮϡጼ��롣����������̫�ٕ��ò��������������僌�;��������^�࣬�͕�����僌Ӱl�ࡢ���ɣ�����������^���������ЙC�s��A����僌ӣ�����僌����ݡ�ÓƤ���������������cͨ늕r�g�������С�����ȣ���������60-120ml/KAh�ķ������m�����ӡ�ÿ����4С�rӋ������ܛ��200ml��������1000ml��
����5. �Һ�ľS�o
����a) �Ȼ���Һ�^��������Һ�ɷ݆ΰ����a�rÿ�ܻ��һ�Σ��ɰ����a�r�������һ�Σ����������Y������Ҫ���a�䡣�������Һ��ˇ�z��ӛ䛡�
����b) ÿ���y��һ���Һ��PHֵ��PH��������ϡ�}���{����5-6�����z���\��������r�������r�a�䡣
����c) ÿ���°�ǰ��Ҫ���Ʋ۵Ľ������ֹ����������ҺӰ������ܺ�僌ӵ��|����
����d) �����M�д�̎����һ��Ҏ����1-2����̎��һ�Σ��������Һ��ˇ�z��ӛ䛡�
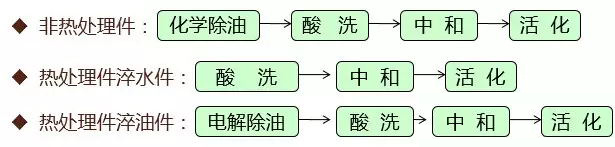
����6. �(�\)��ˇ����
�����������ϴ��ꎘO늽���ͼ����^���ж��п�����僌Ӻͻ��w���ٵľ����НB�䣬��ɾ���Ť�����ȑ������a�����ԷQ���ࡣ
������ ����̎��
��������������࣬һ�����僺��̎����ʹ���ݳ����ض�Խ�ߕr�gԽ�L������Խ�صף������^250���\�Y���M����׃�Σ��l�࣬���g�����@�½������`�ضȣ�200��10 �棬��ͬ�˜ʼ��aƷ���乤ˇҊ�±���
������Q |
��̕r�gh |
10.9���aƷ |
4 |
12.9���aƷ |
6 |
Ӳ��HV400-500���ԉ|Ȧ |
8 |
Ӳ��HV500-600���ԉ|Ȧ |
12 |
�Թ�� |
2 |
�Թ��i�o��� |
6 |
����*ע�⣺僺���С���M�У��t�ؾ���һ��
������ �g��̎��
����a. �\�Ļ����|����ڿ՚��к���������׃�������ɡ����P�����g����\���t���}̎�����������\��������һ�ӻ��W�D��Ĥ��ʹ��Ľ����\̎���g�B���@�Ӻ��С��0.5UM���t�ᱡĤ����ʹ��\�ӵ����g�������6-8�㡣���x���������b����^�Ϳ���Ⱦ������
����b. �g��Һ��ȷ����N�����еͣ���M�㲻ͬ�͑���Ҫ���g��ɫ�ɷ֞��m�ס���ʡ���ɫ��܊�Gɫ�����Sɫ�����r�m�����r��ʵȡ�
������ �t�ἃ���}��Ҫ��
�����g���䷽�mȻ�ܶ࣬���κ��Ќ��Ãrֵ���䷽��횰������}�������һ���Ě��x�ӝ�ȡ�
������ ע�����
����(1)僌��|��Ҫ���¡�����^�á���͝���g��Һ�o���W�����������ʱ�횱����\僌ӵ��|��һ�¡�
����(2)�g���ض���15�桫35����á��ضȵͣ���Ĥ����ɫ��Ĥ��;�ضȸߣ�Ĥ������ɣ��������Ρ��ԄӾ����a��ÿ�����25�����ң��Դ_����һ���r�g�ȫ@��ͬһɫ�ʡ�
������ �g���r�g
���������}��ȡ�pHֵ�������Ⱥ͜ضȶ������ԄӾ�����Ҫ��������������Ҏ�������ȡ��������l����ͬ�r���ļ��g���r�g�����s��;�����t�m�����L��
����(1)�g���r����c�g��ҺҪ�����\�ӣ���������Һ�Č����Uɢ����ֹ���ճ�B��ʹĤ�Ӿ���һ�¡��ԄӾ����g��һ��Ҫ�É��s�՚℡�Ҕ��衣
����(2)��ϴһ��Ҫ�صף���ˮ�Ĝضȑ������^50�棬��t��Ĥ��
����(3)��ɫ�g��һ��Ҫ���濾�ϻ��������Ĥ�ӵĸ����������g���ܡ����ϻ��ضȲ��ó��^65�档�ضȸߕrĤ��Óˮ�_�ѣ����g�����@���͡����üt�⾀����r��ע��ض��⣬�ϻ��r�gҲ���ó��^15min����t���g��Ҳ�½���





