



 ����Tᔘ� ح �����Tᔘ�
����Tᔘ� ح �����Tᔘ� ����T��ĸ��
����T��ĸ�� �T��ĸ ح�����T�
�T��ĸ ح�����T� ���ɉ|Ȧ | ���ɉ|Ȧ
���ɉ|Ȧ | ���ɉ|Ȧ����1����ʹ�÷������¿ɷֳ����
����늻��W�������@�N���������c������늘O������������������γ�僸��ӣ����Б�����V���ǣ����cꖘO������
�������W僷������@�N���������c���ڛ]�����ͨ�^����r�£��������|�������ã�������������γ�僸��ӣ���Ҫ��ˇ�^���У����W�(���W�懡����W��~);���W�D��Ĥ̎��(�\���t���}�g������F����������)��
������ӹ��������ԟ���\������
��������շ�����
������������������
����2�������ÿ��Է����
������ �����������g���ܣ�������F�aƷ������\���\�X�ȡ�
������ ����������ĥ���ܣ�������t���������ĥ�ԣ�ꖘO��������X��Ʒ����ĥ�ԡ�
������ �������ķ��o���b����ܣ�������t���懡���~�����ٱ�����ɫ�ȡ�
������ �ޏ�����ߴ磺�����S���X݆�����I����Ҫ�Cе�㲿��ʹ�ú�ĥ�p���ɲ�����F����t�ޏͳߴ硣
������ �x��ijЩ�������Ĺ��ܣ�������~��y������ߌ������;��-⒡��-�F��ߌ�����;��a������������ԡ�
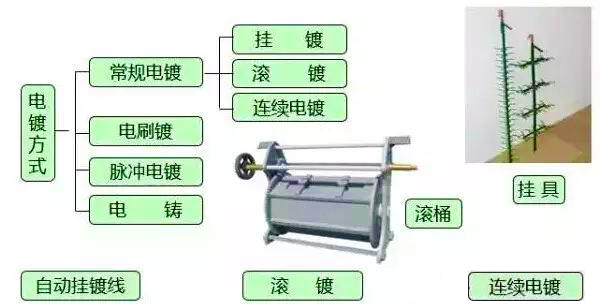
����3�����ӹ���ʽ���Է����
����
����4����\��Һ�ķ��
��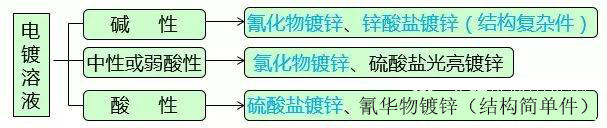
�����軯����\��僌ӽY�����£�������l�ڡ��Һ��ɢ�����á��ضȷ����^�����Uˮ��������;���Ч�ʵͣ�������T�F�������Դ��ֽ⣬ʹ�����в���ȫ�С�
�����\���}��\������F��o���g���ã������軯����\Һ�D�Q���S�o�M�ף�僌Ӿ����£����M�����|�����Եף��Uˮ̎������;ȱ�c�����Ч�ʵͣ��僕r���w�̼��Զ��^�����b���L�O�䡣
�����Ȼ�����\�����Ч�ʸ�(95%)僌��|���ã����^�̝B���٣���像��Լ��������T�����̼���ֱ���僣��Һ���������TӰ�С��������L�b�ã������S�oҲ����;ȱ�c�nj�䓼��O�����^���g�ԣ��g��Ĥ���l����׃ɫ���F���Ȼ����Uˮ�y̎�������ßo��僿ɸ��ơ�
���������}��\���Һ���Σ��ɱ��ͣ����Ч�ʸߣ����e�ٶȿ죬�m���ھ��ġ������ϸ����僡��c��������Һ��ȣ�����ꎘO�O��С��僌ӽY���֣���ɢ���w�����ֻ�m�����κ��ε������





